
In recent years, welding technology has developed rapidly, and various new welding equipment and new processes have been widely used in various industrial fields. Because of its high production efficiency, CO2 gas shielded welding uses a much higher current density than manual welding and submerged arc welding. There is very little slag generated during the welding process. There is no need to clean up between layers during multi-layer and multi-pass welding.
The whole welding wire is used, and the welding wire does not need to be replaced during the welding process. This reduces the time of stopping the arc and replacing the welding rod, which not only saves the filler metal (no need to lose the welding rod head), but also reduces the number of orphans, and reduces the arc stop. The possibility of improper defects, high welding quality and wide range of response.
Open arc welding is used in the welding process, which is easy to align the welding seam, and it is more convenient to observe and control the welding process. Therefore, it is widely used in rail vehicles, ships and machinery manufacturing.
However, the use of CO2 gas shielded welding is prone to unstable wire feeding during welding, which has a great impact on the quality of the weld. Therefore, starting with the analysis and improvement of the reasons for the unstable wire feeding during CO2 gas shielded welding, the stability of the wire feeding during welding can be improved, and the quality of the weld can be guaranteed.
In CO2 gas shielded welding, poor wire feeding and uneven wire discharge often occur during welding, which will bring difficulties to the welding and directly affect the welding quality. The weld that should be welded at a time is often divided into several sections to be welded.

Cause:
1. The welding wire has hard bends
Cause: The welding wire does not produce hard bends during production. This phenomenon occurs when the welding wire of the welding wire reel is scattered due to bumps during the transportation, or when the scattered welding wire is manually wound on the welding wire reel.
Cause: After entering the wire feed wheel, the welding wire with hard bends will be blocked before entering the welding torch. Once it enters the welding torch, it will also be blocked by the wire feeding hose or conductive tip, and welding cannot be carried out. Welding current , The contact tip will be burnt when the voltage is too high.
Note: When opening the package and installing the welding wire, carefully check the welding wire reel to confirm that the welding wire reel is intact and the welding wire is wound neatly before use. When handling the welding wire, be sure to handle it carefully to avoid knocking the welding wire reel and causing the welding wire to fall off. When rewinding the scattered welding wire to the welding wire reel, you should wrap it carefully with gloves to avoid hard bends.
2. The welding wire is corroded
Causes: damaged packaging during transportation of the welding wire, excessive moisture in the welding wire warehouse, excessive humidity, long storage time, and storage of the welding wire after being touched by hand.
Cause: During welding, when the corroded welding wire enters the wire feeder, the pinch roller will slip, which affects the normal wire feeding. When the welding wire with rusty parts enters the welding gun, the diameter of the welding wire will increase, it will be blocked by the conductive tip and cannot be welded. If the current is too high, the conductive tip will be burned, the welding seam will be poorly formed, and there will be debris on the surface.
Note: When opening the welding wire package, check whether the welding wire is rusty. The rusty welding wire should be replaced in the welding wire warehouse in time. The welding wire packaging must not be damaged. The humidity of the welding wire library should be controlled. The welding wire should be stored 300mm away from the ground and the wall, so that the welding wire purchased first is used first, and the welding wire used is rigorously touched by hand.
3. The welding wire has uneven thickness or burrs
Cause: It is caused by unqualified wire drawing equipment during the production of welding wire.
Cause: During welding, when welding wire with uneven thickness or burrs enters the welding gun wire feeding hose, it will friction with the hose wall and vibrate. When the vibration gradually approaches the welding gun and enters the conductive nozzle, the wire feeding will be unstable. , Intermittent welding or stuck phenomenon.
Note: Intermittent welding occurs after replacing the new contact tip. Use the contact tip of the matching model to check the welding wire before welding. It is found that the welding wire without the welding machine pinch wheel is not smooth when it passes through the contact tip of the matching model. The diameter of the welding wire must be uneven and the welding wire should be replaced.
4. Improper use of wire feeder pinch roller
Cause: The pinch wheel of the wire feeder should be matched with the welding wire when used. The solid carbon steel welding wire uses steel wheels, the flux-cored welding wire uses ceramic wheels, and the wheel groove model matches the wire diameter. The pressure should be adjusted according to the requirements of use, and should not be too loose or too tight.
Caused phenomenon: When the carbon steel solid core welding wire uses ceramic wheels, it will cause the ceramic wheels to wear too quickly. When a steel wire feed wheel is used for the flux-cored welding wire, the flux-cored wire will collapse and crack so that the flux leaks out and cannot be welded.
When the diameter of the carbon steel solid welding wire is larger than the diameter of the wire feed wheel groove, it is easy to produce indentation on the welding wire, which will deform the circular cross-section of the welding wire, and the welding wire with indentation will be stuck when passing through the contact tip.
When the diameter of the welding wire is smaller than the groove diameter of the wire feed wheel, the friction force between the wire feed wheel and the welding wire is insufficient and slips, and the wire cannot be fed normally. When the diameter of the wire feed wheel and the welding wire match, the pressure of the wire feeder pinch wheel should also be appropriate. If the pressure of the wire feed wheel is too high, the welding wire will be deformed. If the pressure of the wire feed wheel is too small, the friction between the wire feed wheel and the welding wire is too small. , When the welding wire receives resistance in the wire feeding hose or on the contact tip, the wire feeding will be unstable.
Note: Use steel or ceramic wire feed wheels as required. The groove type of the wire feed wheel and the diameter of the welding wire must match the pressure of the wire feed wheel. The groove of the wire feed wheel must be cleaned frequently.
5. When the welding torch is used, it bends too much and too quickly
Cause: Too random during welding or the special position of the welding seam makes the torch bend too much.
The phenomenon: it will cause the welding wire to be too blocked when running in the wire feeding hose of the welding gun, resulting in difficulty in wire out and unstable wire feeding.
Note: When welding, keep the welding torch as straight or bent as possible to reduce the running resistance of the welding wire in the wire feeding hose.
6. Grooves are ground in the yellow hose of the welding gun wire feeding bullet
Cause: The welding gun wire feeding spring hose has been used for too long, and the welding wire will grind the inside of the hose into a groove when passing through the wire feeding hose.
Cause: When the welding wire enters the groove ground in the wire feeding spring hose during welding, when the bending degree of the welding torch changes, it will cause the wire clamping phenomenon in the groove, which hinders the normal operation of the wire feeding.
Note: When the wire feeding spring hose is used for too long, the wire is not smooth, the wire feeding hose behind the torch handle trembles or the wire jam occurs with the change of the welding gun angle, the wire feeding spring hose should be replaced in time . Try to maintain a large bending angle of the welding gun to reduce the friction of the welding wire in the wire feeding hose. If the wire feeding spring hose is too short in the welding gun, the welding wire will bend inside the welding gun, resulting in poor wire feeding. When the wire feeding spring hose is too long inside the welding gun, it will bend, which will increase the friction resistance of the wire feeding and cause the wire feeding to be unstable.
7. The contact tip is not cleaned in time
Cause: When the welding specification is adjusted improperly, or the welding gun is too close to the molten pool, the welding spatter will stick to the contact tip. The longer the welding time, the more spatter will be spattered.
The phenomenon: the more splashes of the welding gun contact tip, the easier it is to block the wire hole of the contact tip, thereby increasing the resistance of wire feeding, causing the welding wire to be blocked or blocked.
Note: When welding, adjust the angle of the welding torch and the stretched length of the welding wire as required to reduce the generation of spatter, so that the spatter on the conductive tip is often cleaned up with needle-nose pliers, and the welding wire is extended out of the conductive tip 10~ 15cm long, use needle-nose pliers to bend the welding wire from the root of the contact tip and then quickly loosen it after rotating it clockwise or counterclockwise for 3 to 5 times. Use the power of the wire to grind the wire feeding hole of the contact tip.
8. The wire feeding hole of the conductive nozzle is worn too much
Cause: The contact tip after a long time of welding wire wear during welding will cause the wire feed hole to be too large.
Causing phenomenon: The conductive nozzle wire feed hole is too large to cause poor conductivity during welding, and the discharge of the welding wire and the conductive nozzle will make the wire feed unstable or stick to the conductive nozzle, accompanied by the phenomenon of the welding wire swinging back and forth in the molten pool, which affects the formation of the weld. .
Note: During welding, when it is found that the welding wire exits the contact tip and then swings back, and it is accompanied by adhesion to the contact tip, please replace it with a new contact tip in time. The contact tip of the welding gun should match the diameter of the welding wire. If the diameter of the contact tip hole is too small, the friction resistance will be too large and the welding wire will be blocked or blocked. The contact tip decisively will cause the welding wire to swing back and forth in the molten pool and make the weld poorly formed.
9. Voltage and current do not match during welding
Cause: Insufficient experience when adjusting and welding is not performed in accordance with the specified welding specifications.
Cause: When the current is too large and the voltage is too small, intermittent and unstable welding will occur, the welding spatter is too large, and the welding wire is excessively loud and chaotic in the molten pool. When the current is too small and the voltage is too large, the welding fume will be too large, the welding wire will be excessively low in the molten pool, and the welding wire and the conductive tip will melt and stick together at the same time, and welding cannot be performed.
Note: According to the production needs, adjust according to the welding specification, so that the welding wire will melt in time when it enters the molten pool, and the sound of the welding wire will be uniform when it enters the molten pool.
In addition to the above nine reasons, there may also be poor quality of the welding machine, unstable operation of the wire feeding motor, inadequate bonding of the copper plating layer of the welding wire, copper powder drop, and clogging of the contact tip, which will lead to unstable wire feeding. If the fixed shaft of the wire feeder is too loose, it will cause the welding wire to loosen, and if it is too tight, it will cause excessive wire feeding resistance and unstable wire feeding. The looseness of the ground wire during welding or the rust of the contact area has not been cleaned up, resulting in excessive resistance and unstable arc, which will affect the wire feeding. If the contact tip is not tightened, the welding current and voltage will be unstable and the wire feeding will be unstable.
A good welder can also judge the cause of uneven wire feeding based on the vibration of the welding wire running in the welding gun. During welding, when the jitter occurs behind the handle of the welding torch, most of the wire feed hose is ground out of the groove; when the jitter continues to move forward with the wire, this phenomenon is mainly caused by bending or pressing on the welding wire. Marks and burrs; when chattering occurs in front of the torch handle, the contact tip should be replaced in time.
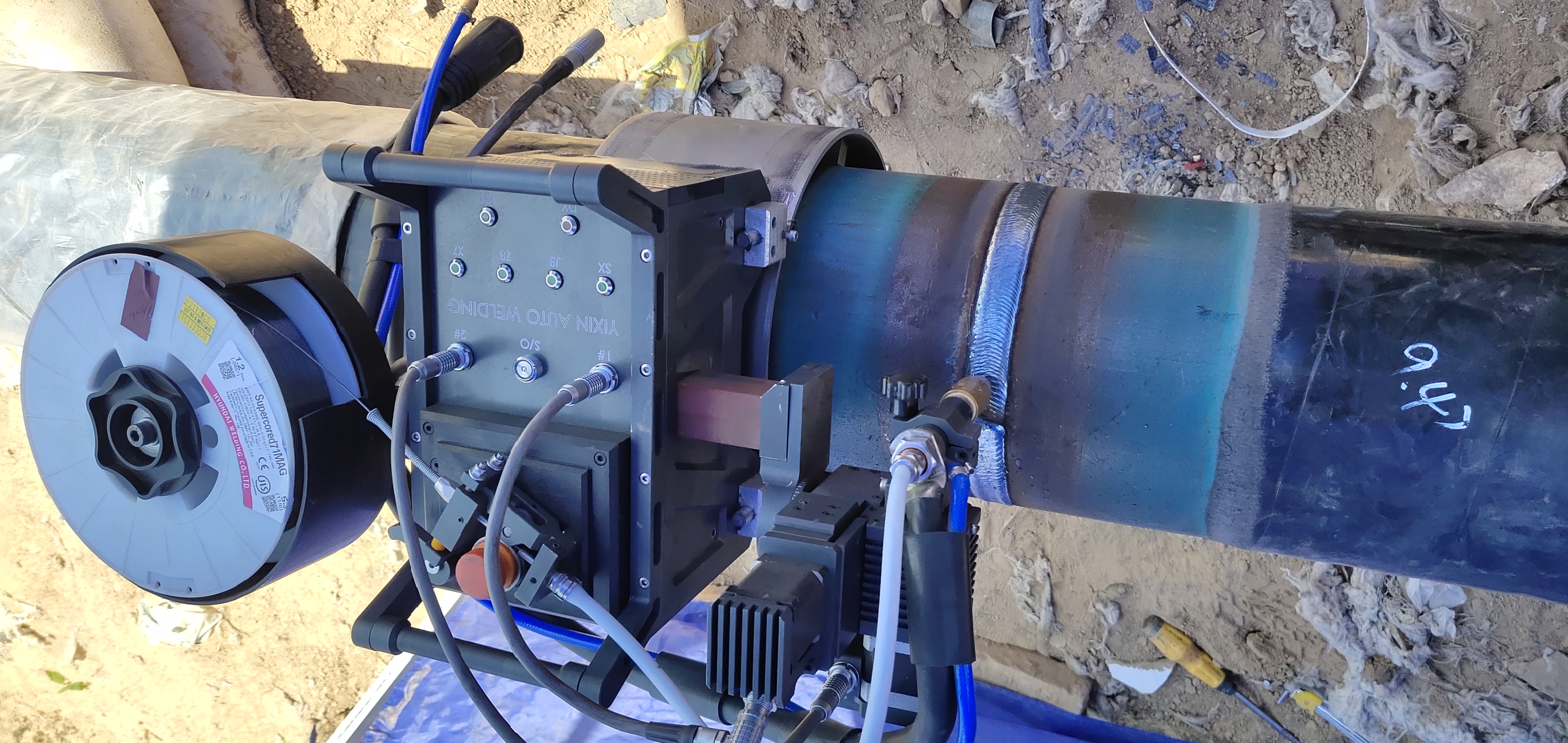
YIXIN pipeline all-position automatic welding machine adopts integrated integrated welding head, compact structure, stable wire feeding, and brings you a more perfect welding effect. It is your best choice for welding.
Post time: Jun-04-2021